One of the primary defects that occurs in deep drawing operations is the wrinkling of sheet metal material generally in the wall or flange of the part. The flange of the blank undergoes radial drawing stress and tangential compressive stress during the stamping process which sometimes results in wrinkles.
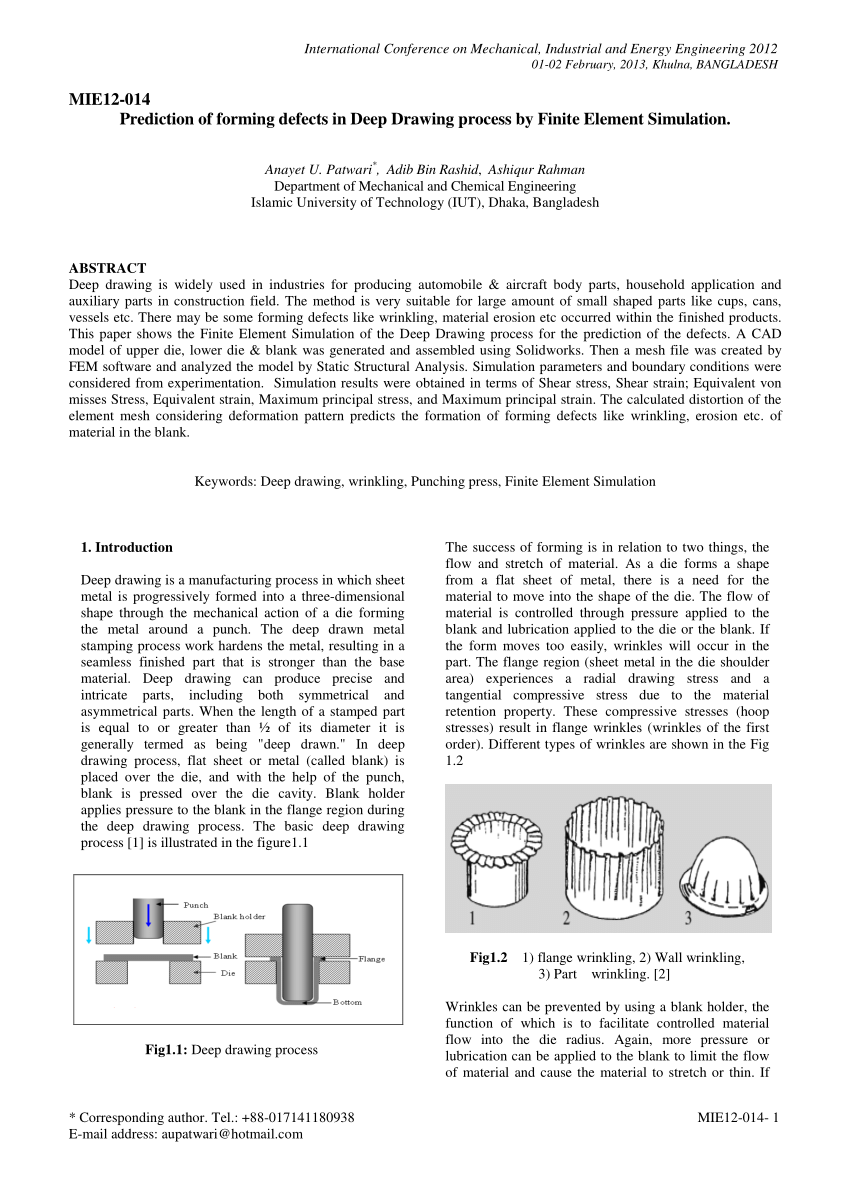
Pdf Prediction Of Forming Defects In Deep Drawing Process By Finite Element Simulation
Lubrication lowers the forces increases draw ability and reduces defect in the part and wear on the tooling.

. Shankar Kumar PGWLF1850156 7 8. Improper System EngineeringInstallation Improper Operation Resin Defects Improper Materials Addition Surging Poor mixing Melt toughness or fracture Overheating Moisture release Trapped air Contamination. Stainless steel hardens significantly during deep drawing process it producing many hard metal points which adhesive on part surface making the workpiece and mold surface easy to be scratched and wear.
Mostly used lubricants in deep drawing process are mineral oils soap solutions and heavy duty emulsions. Most common defects occurred during this process are wrinkle and tear. The following is a brief description of commonly found defects.
Due to improper clearance and punch force defect was occurred in drawing components. The stress in the flange region during the deep drawing process is a combination of radial tensile drawing stress and a tangential compressive stress hoop stress. Therefore it is important to optimize the process parameters to avoid defects in the parts and to minimize production cost.
It does not provide on punch because friction between punch and blank improves draw ability by reduce tensile stress. If this is too small too large or uneven the material can be cracked during drawing. Up to 10 cash back The workpiece material used in a deep drawing process is anisotropic in nature due to a prior thermomechanical treatment.
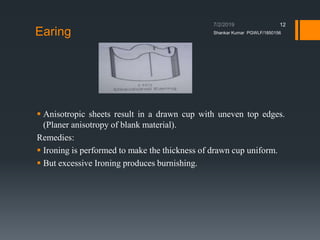
Excessive thinning in areas of the sheet metal is also an unwanted defect. Wrinkles splits and springback are the three most common defects encountered during sheet metal stamping. Earing is one of the major defects observed in a deep drawing process due to the anisotropic nature of the sheet material.
This defect is caused by the excessive compressive stresses if the slenderness ratio is higher than a certain value. 2 71 Over forming is a known solution for springback Splitting tearing is another defect type present in which is based on providing compensation in the the forming of AHSS from necking that starts from. Their occurrence is related to numerous factors such as blank hardness lubrication system quality of the die surface grain size and anisotropy of the drawn material holding down pressure and clearance between the punch and die.
The description of such defects is discussed below. In addition wrinkling may occur in the flange area in sheet spinning along the feeding direction of a flat strip under extrusion and in the circumferential direction of an annular thin film under torque. Develop defects if the process parameters are not selected properly.
The wrinkling defects are a kind of buckling of the undrawn part of the blank. Tearing is one of the most common defects. A number of defects may occur in deep-drawn parts.
Reducin g the grain s ize prior t o drawing e ither by heat treatment or by adding grain refining the grains. Therefore there advise use the copper-based alloy tool which can eliminate scratches and dents on deep drawing part. Defects and Remedies in Stamping of Advanced High Strength Journal of Modern Mechanical Engineering and Technology 2014 Vol.
For sheets in the deep-drawing process wrinkling is the one of the most commonly seen defects and can take place in both the side-wall and flange area. The common defects in extrusion process are. Defects in deep-drawn cylindrical cups.
This chart shows surface roughness variation with the number of cycles for each different surface treatment. Steel material must be consumed within the strain aging time of material. Springback or final part deviation from nominal Incorrect process or number of forming tools.
WRINKLES Wrinkles - caused due to excessive clearance between the punch and die. Choose correct tool material. Figure 12 shows the type of defects that may be found after drawing cups.
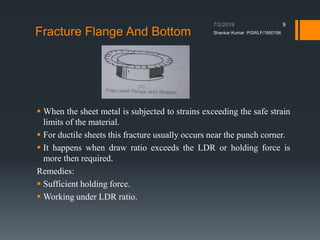
The main defects of deep drawn parts are wrinkling andor necking. Metal fractures very early in the. Excessive thinningthickening of the sheet during forming.
Effect of Surface Treatment. Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing. Fracturing of the metal during the draw process can be caused by several issues although the most common is the clearance between the punch and the die.
Defects in Deep Drawing process. Scratches Heavy scratches over the drawn cup may appear due to appearance of yield point phenomenon in the material. This is one of the most common deep draw problems.
Many variables affect the failure these. Shankar Kumar PGWLF1850156 8 9. In the deep drawing process earing is one of the most common defects that occur 22 23 where non-uniform elongation in the radial direction as a result of anisotropy of the workpiece causes a.
The following metals are currently used to manufacture products through deep drawing Alloy Aluminum Brass Bronze Cold rolled steel Copper Invar Iron Kovar Molybdenum Nickel Silver Stainless steel Tungsten 19. Defects that occur during deep drawing of sheet metal can be controlled by careful regulation of process factors. Grain structure should be refined before deep drawing.
Knowledge about the ear formation in deep drawing allows a prior modification of the process. The following is a list of common problems that may be encountered when deep drawing cyclindrical cups. State of the art.
Aluminum anodic oxidation automotive Blanking cnc coiling dc04 dc motor housing deep drawing parts deep drawn enclosures electrophoresis flange Forming fuel pump housing galvanized sheet machining metal pressing metal stamping parts metalworking motor can motor shell multiple progressive dies Notched Piercing polishing powder coating precision. Potential causes and remedies are also provided. The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing.
The CrCN- and TiCN-coated dies did not exceed the critical average roughness in the trial although the CrCN was close after. All three surface treatments improved the galling resistance of the die. In this experiment both steel and copper were taken as a base material and deep drawing process was finished with different parameters and defect was analysed.
The schematic drawing of the conventional deep drawing process is depicted in Figure 61. Improper System EngineeringInstallation Wrong Clamps used or Clamps too tight. Defects in Deep-Drawn Parts.
Incorrect blank shape andor size. Deep drawing mechanism parameters defects and recent results.
Deep Drawing An Overview Sciencedirect Topics
Defects In Deep Drawing And Their Remedies

Pdf Deep Drawing Mechanism Parameters Defects And Recent Results State Of The Art

Defects In Deep Drawing And Their Remedies

Deep Drawing An Overview Sciencedirect Topics

Defects In Deep Drawing And Their Remedies
Pdf Deep Drawing Mechanism Parameters Defects And Recent Results State Of The Art
Defects In Deep Drawing And Their Remedies
0 comments
Post a Comment